



江西hdpe管生産廠家-安徽省榮冠-質優價廉(在線咨詢)
安徽省榮冠塑業有限公司
經營模式:生産加工
地址:六安市經濟技術開發區銀雀路西側
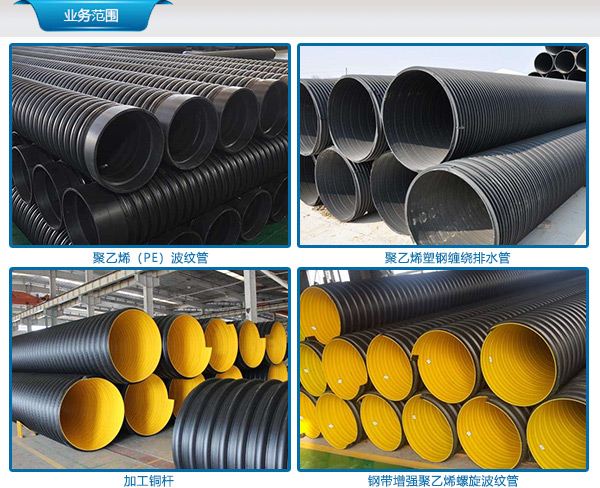
主營:聚乙烯鋼帶增強螺旋波紋管,聚乙烯塑鋼纏繞管
業務熱線:0564-3311787
QQ:254714058
産品詳情 聯系方式
産品品牌:安徽省榮冠
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效
由于PE雙壁波紋管多是大口徑型規格,擠出成型用原料較多,所以一般廠家都采用雙螺杆擠出機(平行或錐形雙螺杆擠出機均可應用),PE雙壁波紋管成型過程主要經過管材成型,管材切斷和擴口等三個工藝流程,具體如下
管材成型工藝流程:混合篩後粉料-向擠出機上料-擠出機加熱塑化-擠出機頭分流-壓縮成雙層薄壁管狀-在模塊與定徑套間由壓縮空氣吹漲-内外壁成型-冷卻水次序卻定型-連續牽引管材脫模。
管材切斷工藝流程:成型機勻速出管-切割機夾具卡緊并同行-切割刀盤旋轉并進刀-切割管材-刀盤複位-夾具松開複位-小車回位等待下一指令。
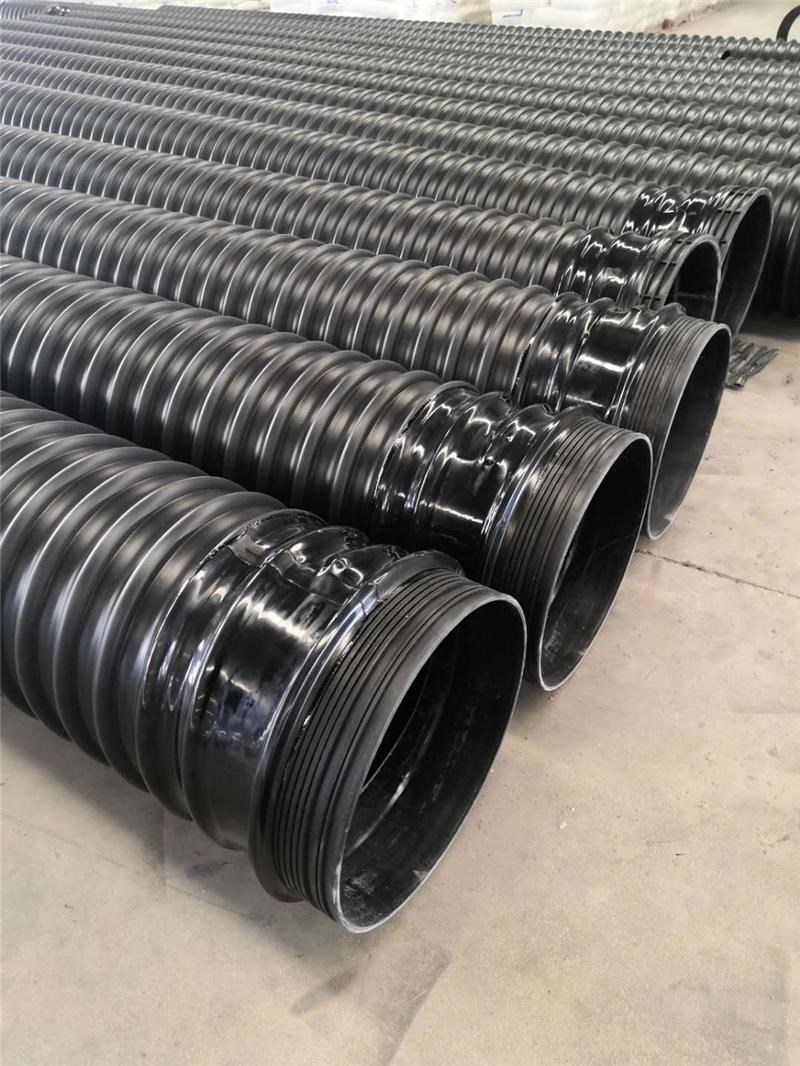


PE波紋管在城鎮、住宅、工廠和各種公共建築中作為一種排水管道,不斷地排除各種各樣的污水,它是運用力學原理設計的外壁波紋結構,科學合理,具有良好的物理力學性能。
PE雙壁波紋管在實際生産過程中,會遇到擴口不良的問題,下面我們來具體分析一下。
①内層被吹破 原因一般有内層沖氣氣壓過大;原材料韌性不好;内層過薄;擴口放氣啟動晚或擴口放氣管路不通暢;原材料内有雜質;物料塑化不良等。
②擴口内外層未貼好 如果這種現象發生在始端,則因為内層沖氣啟動較晚或相應段的氣壓過小;如果發生在末端,則因為内層沖氣提前結束或擴口放氣提前結束,又或者因為相應段的氣壓過小;如果自始至終都沒有貼好,則有可能是原材料的性能或溫度的原因。
PE雙壁波紋管對材料的要求
對聚乙烯(PE)性能的一般要求有熔體流動速率(MFR)、氧化誘導時間(OIT)和密度等。熔體流動速率的大小反映了分子量的大小,一般來說,熔體流動速率大一點的材料有利于加工成型,并可提高生産效率。但也不能過大,過大對環剛度的影響較大,選用0.8-1.5g/10min(190℃,5kg)之間為宜。
氧化誘導時間決定了氧化破壞的時間,對于要求使用50周年的波紋管來說,控制好原材料的氧化誘導時間是能否保證50年使用壽命的關鍵。GB/T19472.1-2004中明确規定,波紋管的原材料的氧化誘導時間應≥20min(200℃)。對中、高密度聚乙烯來說,可通過改變密度來調整其性能。因為我們知道密度相對低的聚乙烯可延長其脆性破壞的時間。


劉經理先生
手機:13862132613